Точно
знаю, что писать о заточке — непростой труд. Обойтись именно описаниями очень
непросто, видео тоже не даёт полного ощущения , что и как надо делать… И самое
главное, в заточке ножей никак не
обойтись без теоретической части. Так что терпите и читайте!
При любом
резе давление на нож сводится на очень тонкий участок лезвия — режущую кромку.
Чем тоньше кромка, тем проще резать. Тут разных мнений нет, и отличным примером
тому является обычная бритва. Тонкая кромка, маленький угол спусков позволяют
брить очень и очень тонкие волосы. И делать это весьма чисто.
Всё бы
было хорошо, если бы металл на такой толщине по своей устойчивости не был бы
подобен бумаге. Ведь согнуть лезвие безопасной бритвы не составляет труда. А
поэтому очень тонкая кромка по определению будет либо гнуться (получаются
замины на лезвии), либо крошиться (если сталь очень твёрдая). Идея «Сделать
режущую часть лезвия максимально тонкой» всегда противостоит идее «сделать
режущую часть лезвия максимально устойчивой».

В этом предложении и заключается
весь смысл качественной заточки. Правда, оно не учитывает характеристики стали
ножа, но не будем перегружаться теорией до бесконечности. Иначе нам не
добраться даже до простейших практических вещей.
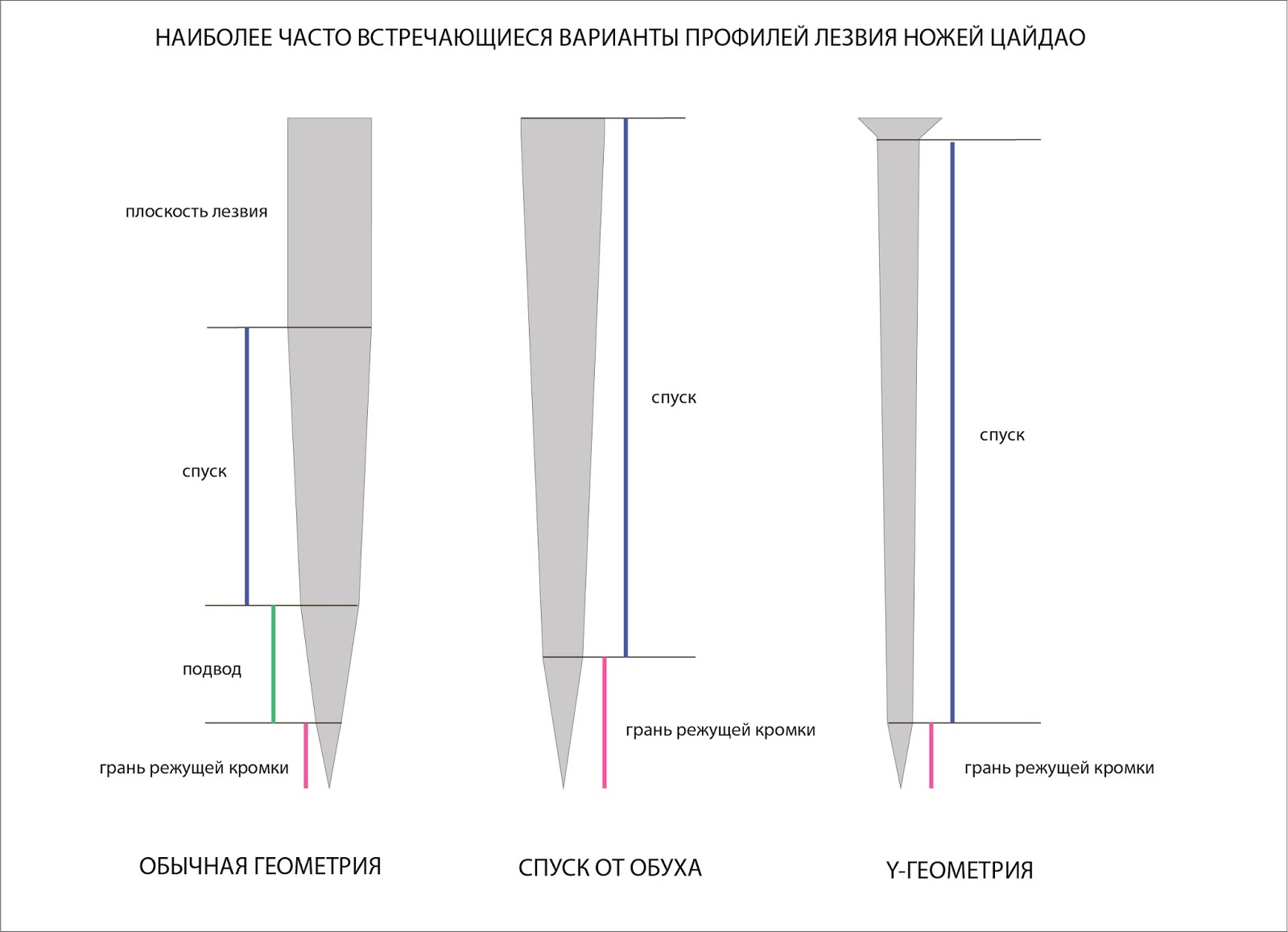
А
простейшие вещи состоят в том, что в большинстве ножей Цай Дао лезвие
сконструировано так, что на его поверхности можно выделить три важных для
заточки элемента: спуск, подвод, грань режущей кромки. Встречаются отклонения
от этой «нормы», но они почти не влияют на заточку…

Сразу
пресекая все обычные для сообщества любителей ЦайДао споры, объясню на пальцах, почему слайсером не получится рубить кости. Раздвигание тканей при резе прежде
всего происходит за счёт геометрии ножа. Нет, острота режущей кромки тоже
немаловажный фактор, но… Режущая кромка лишь врезается в продукт, а всё, что
происходит дальше, зависит от углов подводов и спусков лезвия. Большой угол
спусков/подводов сильно раздвигает ткани, при этом делает рез менее управляемым
и более грубым. Малый угол (и малая толщина лезвия) раздвигает ткани слабо,
зато позволяет делать тонкие резы. На больших углах спусков продукт меньше
прилипает к лезвию, на малых — больше.
Возвращаясь
к основам (или к костям): малый угол заточки и малый угол спусков дают тонкую
РК с малой устойчивостью к внешним воздействиям. Для костей нужны большие углы
спусков, большие же углы заточки РК (чтобы сильно раздвигать разрубаемое) и
большой вес лезвия. Все вместе эти факторы даже на относительно мягкой стали
дадут возможность рубить с силой, не опасаясь повреждений ЦайДао. Вуаля! —
секач ГуДао, предназначенный именно для костей и с геометрией именно для костей.
Но никак не ПяньДао или Сан Дао!



Теперь вернёмся
обратно к заточке. Заводская массовая заточка чаще всего предполагает хорошо
сформированные спуски, среднюю степень формирования подводов (или их отсутствие) и формирование
режущей кромки из серии «на отвали!», лишь бы была обозначена. Угол заточки РК
в 50-60 градусов в заводском варианте совершенная норма. При это подводы и
спуски могут иметь углы и в 10-15 градусов! Обычно спуск имеет самый малый
угол, подвод — угол чуть больше, а режущая часть — самый большой угол заточки.
Что же
нужно сделать для того, чтобы нож ЦайДао нормально резал? Чаще всего надо
просто уменьшить угол заточки режущей части с 50 градусов до 20-25, и этого
достаточно. Не надо без необходимости и в отсутствие опыта трогать подводы и
спуски, занимайтесь режущей кромкой. Китайцы не дураки и знают, какой должна
быть геометрия основной части лезвия. А заточку РК держат на таких углах для
того, чтобы в дороге и во время хранения получить минимум нареканий из-за
повреждений кромки.

Чтобы не
было «много букофф», останавливаюсь на время. А пока посмотрите видео провторой этап заточки — обработку подводов на новом ноже ЦайДао. Хотя я и писал
выше, что не стоит трогать заводские подводы, у данной модели подводов в их
чистом виде не было из-за линзовидной заточки с завода. А брак и повреждения, о
которых я рассказывал раньше, сделали формирование и обработку подводов
необходимостью.
О подробностях
работы с режущей кромкой буду рассказывать попозже…
Комментарии
Отправить комментарий